חברת ASC נותנת חסות ותופיע בדוחן תצוגה בוועידה עוברים למפעל חכם וייצור מתקדם. בוועידה ניתן יהיה לקבל הדגמה על מערכות ROB-EX, Streamline , Forecast Pro בדוכן החברה
לפרטים נוספים
חדשות
09.03.2022
חברת ASC נותנת חסות ותופיע בדוחן תצוגה בוועידה עוברים למפעל חכם וייצור מתקדם. בוועידה ניתן יהיה לקבל הדגמה על מערכות ROB-EX, Streamline , Forecast Pro בדוכן החברה
לפרטים נוספים
20.07.2021
חברת ASC נותנת חסות ומציגה בוועידה לקימעונאות וסחר מקוון
לפרטים נוספים
14.01.2021
חברת ASC נותנת חסות ומשתתפת בהשתלמות מקוונת לטכנולוגיות המידע בשרשרת האספקה. מצורפת המצגת שתוצג בכנס, עם דוגמאות על מערכת Streamline
לפרטים נוספים
04.03.2020
חברת ASC נותנת חסות ומציגה בוועידת הבינלאומית ה-20 לניהול שרשרת האספקה. בוועידה נציג את היכולות של מערכת Streamline לניהול מלאי ורכש בשרשרות מלאי מורכבות בעולם הקימעונאות.
לפרטים נוספים
28.03.2019
חברת ASC מציגה ונותנת חסות בכנס המחשוב הארגוני ERP FOCUS 2019 בכפר המכביה. בכנס נציג למנהלי ה IT את מערכת Forecast Pro לניהול תחזיות ומערכת ROB-EX לתכנון הייצור בקיבולת סופית
לפרטים נוספים
19.02.2019
חברת ASC נותנת חסות ומציגה בוועידה המרכזית של תעשיית הפלסטיק והגומי,בפרק התעשיה קיסריה.
בוועידה נציג את המערכות ROB-EX לניהול תזמון ייצור בקיבולת סופית ואת Forecast Pro לניהול תחזיות.
לפרטים נוספים
מאמרים
כיצד מודדים את דיוק התחזית
ניהול תחזית משמש ככלי מרכזי לתכנון ולעמידה ביעדי הארגון. כיצד נדע אם התחזית שלנו טובה ? כיצד מודדים את דיוק התחזית ואילו כלים עומדים לרשותנו לשם כך ?
במאמר זה אציג כיצד מודדים את טיב התחזית ואת הכלים המשמשים לכך.
מה היא תחזית טובה
ארגונים רבים מתחבטים בשאלה : מה היא תחזית טובה ? כיצד מגדירים תחזית טובה וכיצד בודקים זאת. כדי לענות על שאלה חשובה זאת יש להגדיר מה הן המטרות לניהול התחזית ומה אנו מנסים לחזות. בהתאם להגדרת הצורך לתחזית ניתן לבנות את ההגדרות לבחינת טיב התחזית.
ניתן באופן כללי ניתן להגדיר את התחזית על פי המאפיינים הבאים:
תחזית טובה תהיה תחזית המאפשרת לנו לעמוד ביעדים ובמטרות שלשמה אנו מנהלים אותה.
נציג זאת ע"י מספר דוגמאות:
דוגמה א': חברה המייצרת למלאי מוצרים שזמן הייצור שלהם מהיר. מטרת התחזית היא לחזות את הביקוש של הלקוחות למוצרי המלאי. בדוגמה זאת התחזית צריכה לאפשר לתכנן את הייצור כך שהכמות במלאי תספק רמת שרות טובה ללקוחות. רמת השרות מגדירה במקרה זה את כמות החוסרים במלאי לתקופה מוגדרת.
דוגמה ב': חברה המייצרת להזמנות. מטרת התחזית היא לאפשר תכנון לרכש, כיוון שזמני האספקה מהרכש הם ארוכים יותר מזמני הייצור להזמנה ללקוחות. במקרה זה צריכה התחזית לחזות את הזמנות הלקוחות בעתיד ולאפשר לרכש להוציא הזמנות לספקים בזמן.
דוגמה ג': מפיץ המספק מוצרים לערוצי הפצה שונים (רשתות שיווק, שוק מוסדי, מכרזים וכו..). במקרה זה נדרוש מהתחזית לספק מידע מתאים לצפי צריכה של המוצרים לפי ערוצי ההפצה השונים ולהתייחס למגוון נתונים כגון מבצעים ומתחרים.
לכל אחת מהתחזיות בדוגמאות המצורפות ניתן להגדיר את טווח התחזית המתאים: לתחזית המשמשת את התכנון לייצור (דוגמה א') הטווח הרלוונטי הוא טווח קרוב, זאת כיוון שהייצור הוא מהיר וצריך להגדיר לו יעדים לטווח הקרוב. לתחזית המשמשת לתכנון הרכש (דוגמה ב') הטווח הרלוונטי הוא הטווח הבינוני, כיוון שהתחזית מששת לתכנון הרכש.
כיצד מודדים את טיב התחזית
לצורך מדידת טיב התחזית אנו מודדים את טעות התחזית. ככל שטעות התחזית קטנה יותר, כך התחזית תהיה טובה יותר. ישנן שיטות רבות למדידת טעות התחזית, לכל שיטה יש את היתרונות והחסרונות שלה. לכן נהוג להשתמש במספר מדדים.
אציג את שני המדדים הנפוצים ביותר ואת שיטת החישוב שלהם:
מדד MAD
Mean Absolute Deviation)) MAD – זהו מדד המחשב את גודל השגיאה ביחידות. מדד MAD מחשב את ממוצע הטעויות המוחלטות בתחזית, כפי שמופיע בתרשים:

MAD
מדד MAD הנו פשוט יחסית לחשב והוא משמש לצורך מדידת ביצועי התחזית בין תחזיות שונות לאותו המוצר. למדד MAD יש יתרון על פני חישוב סטיית התקן של התחזית, כיוון שהוא מושפע פחות מסטיות גדולות ומקריות שהתקבלו על פני תקופה. לא ניתן להשתמש במדד MAD לצורך השוואה בין תחזיות שונות ולמוצרים שונים, כיוון שהמדד הוא כמותי ואינו יחסי.
מדד MAPE
MAPE (Mean Absolute Percent Error) הנו מדד המחשב את הממוצע של אחוז השגיאה המוחלטת, זהו מדד נפוץ מאוד לבחינת טעות התחזית על פני מספר תקופות. תוצאות המדד הן באחוזים ולכן ניתן להשתמש במדד בהשוואה בין מוצרים שונים ותחזיות שונות.
. מדד MAPE הנו פשוט כפי שמוצג בתרשים:

MAPE
מדד MAPE הוא מדד הפשוט לחישוב והבנה ומקובל מאוד בקרב חברות רבות בעולם לצורך מדידת איכות התחזית. כיוון שהתוצאה שלו מוצגת באחוזים, קל להציגו להנהלה ולעובדים. אולם למדד MAPE יש חסרונות, הוא אינו יכל להציג ערכים כאשר הפעילות בפועל היא אפס "0" כיוון שבנוסחה הפעילות בפועל נמצאת במכנה השבר. גם במקרים בהם מדובר על פעילות נמוכה מאוד מתקבלים ערכים קיצוניים למדד MAPE, לכן יש להיזהר בשימוש עם מדד MAPE לתחזית עם מוצרים איטיים.
חישוב טעות התחזית על פני תקופות Waterfall Report
כפי שהצגתי בדוגמאות השונות, תקופת התחזית הרלוונטית בכל דוגמה הייתה שונה. לכן יש חשיבות לבדיקת דיוק התחזית על פני תקופה.
נניח שזמני האספקה לרכש הם בממוצע 3 חודשים, כך שתחזית לצורך תכנון הרכש (כפי שהוצג בדוגמה ב') היא רלוונטית לטווח של 3 חודשים.
כדי לבחון את טיב התחזית, אנו נדרשים למדוד את התחזית לטווח של 3 חודשים "קדימה". לצורך כך פותחה שיטה המאפשרת לחשב את המדדים לטעות התחזית (כגון MAD ו MAPE) במרחק של מספר תקופות.
ניתן להסביר את החישוב ע"י הצגה גרפית פשוטה הנקראת Waterfall Report.
ראה תרשים Waterfall Report:

Waterfall Report
בתרשים, שבוצע ע"י תוכנת Forecast Pro לניהול תחזיות, ניתן לראות ניתוח Waterfall Report שמבוצע למוצר.
בשורה הירוקה מוצגים נתוני המכר של המוצר על פני מספר חודשים. מתחת לשורה הירוקה מוצגים נתוני התחזית שחושבו על פני תקופות שונות. בצד שמאל מוצגים תאריכי התחזיות שחושבו בעבר. בשורה הראשונה מתחת לשורה הירוקה מוצגת התחזית שבוצה בחודש דצמבר 2016. בשורה השניה מוצגת התחזית שבוצעה בחודש ינואר. וכך הלאה עד לתחזית שבוצעה בחודש מאי 2017. ניתן לראות כי לכל חודש חושבו מספר תחזיות בחודשים שונים.
אם נחזור לדוגמה של תחזית לצורך תכנון הרכש, בה אנו נדרשים לחשב את התחזית כ 3 חודשים לפני מועד הביקוש, נצטרך לדעת את טיב התחזית ל 3 חודשים קדימה.
ניתן לראות בגרף את חישוב דיוק התחזית (טעות התחזית) ל 3 חודשים מראש, על פני 6 דגימות שונות. בתרשים ניתן לראות בצבע ורוד את החישוב של טעות התחזית ל 3 חודשים קדימה, על פני 6 חודשים, מסומן בעיגול שחור (בתרשים רואים רק 4 מדידות של 3 חודשים קדימה, אולם תוכנת Forecast Pro שבדוגמה מדדה 6 תקופות לחישוב) וחישוב התוצאה הממוצעת של כל המדדים לטווח זה, כולל המדדים MAD I MAPE המסומנים בעיגול שחור.
במאמר הבא אציג יישום של תכנון ייצור בקיבולת סופית במפעל להזרקת פלסטיק
צור אמיתי, מנכ״ל חברת הייעוץ ASC, המתמחה בליווי חברות וארגונים לשיפור התחרותיות והרווחיות, תוך התמקדות בייעול שרשרת האספקה ובשיפור תהליכים בניהול הרכש, ניהול הייצור, ניהול המלאי, ניהול ההפצה, ניהול התכנון וניהול המכירות והשיווק. הנציגה הבלעדית של תוכנת Forecast Pro בישראל.
ליצירת קשר: 08-9300363 amitai@asc-il.co.il www.asc-il.co.il
בניית תוכנית ייצור בקיבולת סופית
תוכנית הייצור היא הכלי המרכזי לניהול הייצור במפעל. ככל שתוכנית הייצור טובה יותר, כך ביצועי המפעל יהיו טובים יותר ויעמדו ביעדים של אספקה בזמן, יעילות, ניצול נכון של משאבים ומניעת בזבוז חומרים. במאמר זה אסקור את הכלים המאפשרים בניה של תוכנית ייצור טובה.
בניית תוכנית ייצור
במרבית החברות היצרניות מוטמעת מערכת ERP הכוללת מודול של MRP. מודול ה MRP הוא הכלי המרכזי לבניית תוכנית הייצור. בעזרת ה MRP (Material requirements planning) מחשבת המערכת את הדרישות לחומר ואת פקודות העבודה לייצור, כדי לעמוד בביקוש למוצרים.
במאמרים קודמים הצגתי כיצד בונים את הביקוש למערכת ה MRP וכיצד ה MRP מחשב את הדרישות לחומר ופקודות העבודה.
הבעיה המרכזית בתוצאות חישוב ה MRP היא העובדה שחישוב הזמנים לביצוע פקודות העבודה אינו מתחשב באילוצים רבים נוספים, מעבר לדרישות החומר. האילוצים האחרים הנם זמינות המשאבים ואילוצי הייצור השונים. לכלל האילוצים הללו אנו קוראים אילוצי קיבולת סופית, כלומר אילוצים המגבילים את כושר הייצור של המפעל ואינם מאפשרים לו לייצר בכל זמן ובכל כמות ייצור.
כיוון שתוכנית הייצור המופקת מדו"ח ה MRP אינה מושלמת, נאלצים המתכננים במחלקת התפ"י לבנות תוכנית ייצור מדויקת יותר המתחשבת במגבלות הייצור.
תוכנית הייצור בקיבולת סופית
תכנון הייצור בקיבולת סופית מתבצע בדרך כלל ע"י מערכות תזמון, כדוגמת מערכת ROB-EX Scheduler , או בעזרת גיליונות אקסל מורכבים. מטרת החישוב של תוכנית הייצור בקיבולת סופית הנה לעדכן את זמני השחרור של פקודות העבודה שנוצרו ב MRP תוך התחשבות באילוצי הייצור וזמני האספקה המובטחים ללקוחות.
תוכנית הייצור בקיבולת סופית נדרשת להתחשב באילוצים של חומר, משאבי ייצור וזמני האספקה. את האילוצים ניתן לחלק לסוגים שונים:
כאמור תיזמון הייצור מגדיר בפועל את שחרור פקודות העבודה לייצור. פקודת העבודה הנה המסמך המגדיר את הזמנות הייצור. כל פקודת עבודה כוללת את נתוני המוצר שיש לייצר, את הכמות שיש לייצר ואת הזמן (תאריך ושעה) הנדרש לסיום ייצור הכמות שהוגדרה.
מרכיבי פקודת העבודה כוללים את הנתונים הבאים:
על ידי הגדרת עצי המוצר, הניתובים והפעולות, ניתן להגדיר את פקודת העבודה.
חישוב אופטימלי של תוכנית הייצור בקיבולת סופית
לצורך בניית תוכנית הייצור בקיבולת סופית, יש להתחשב בכל האילוצים שצוינו מעלה, אולם כדי לאפשר ייצור יעיל ועמודה בזמנים יש לחשב את התוכנית הייצור היעילה ביותר, כלומר תוכנית אופטימלית.
כיצד מחשבים תוכנית אופטימלית ? ובכן, כדי לחשב תוכנית אופטימלית צריך להחליט מה חשוב יותר:
לצורך חישוב תוכנית אופטימלית קיים במערכות התזמון, כדוגמת מערכת ROB-EX Scheduler , מנוע מתמטי המחשב את הפתרון האופטימלי. אולם לא ניתן להתייחס לכל האילוצים בעדיפות שווה, כיוון שכך לא נגיע לפתרון אפשרי. חלק מהאילוצים מנוגדים האחד לשני.
לכן ישנה למתכנן התפ"י אפשרות לבחור באסטרטגיה המועדפת לתוכנית. במערכת התזמון כדוגמת מערכת ROB-EX Scheduler , ניתן לבחור לכל הזמנה (פקודת עבודה) או קבוצת הזמנות אסטרטגית חישוב שונה. להלן רשימה לדוגמה של אסטרטגיות תכנון אופטימלי לתוכנית ייצור, המקובלות בתוכנות תזמון:
לאחר שהתוכנה מחשבת את תוכנית הייצור בהתאם לאסטרטגיות שנבחרו, יכל המתכנן לבצע שינויים שונים בתוכנית, לקבע חלק מהתוכנית ולחשב מחדש חלק מהתוכנית או את כל התוכנית. התוכנה תציג למתכנן השוואה של משמעויות כל תוכנית ותוכנית, כולל מדדי ביצוע, נצילות ועמידה בזמני האספקה (KPI). המתכנן יבחר את התוכנית המועדפת ו"ישחרר" את פקודות הייצור בהתאם לתוכנית החדשה.
במאמר הבא אציג שיטות לחישוב דיוק תחזית צריכה.
צור אמיתי, מנכ״ל חברת הייעוץ ASC, המתמחה בליווי חברות וארגונים לשיפור התחרותיות והרווחיות, תוך התמקדות בייעול שרשרת האספקה ובשיפור תהליכים בניהול הרכש, הייצור, המלאי, ההפצה, ניהול התכנון וניהול המכירות והשיווק. הנציגה הבלעדית של תוכנות Forecast Pro ו ROB-EX Scheduler בישראל.
ליצירת קשר: 08-9300363 amitai@asc-il.co.il www.asc-il.co.il
שיטות וכלים לניהול מתקדם של S&OP
ארגונים רבים בישראל כבר מאמצים את תהליך ה S&OP. מהו תהליך זה, כיצד ניתן ליישמו ואילו שיטות וכלים יכולים להבטיח את הצלחתו.
במאמר זה אציג את תהליך ה S&OP, למה הוא משמש וכיצד מיישמים אותו. ארחיב על השימוש בשיטות וכלים מתקדמות התומכים בתהלים ומגדילים את הסיכוי להצלחתו.
מהו תהליך S&OP) Sales and operations planning)
תהליך S&OP – Sales and operations planning הינו תהליך ניהול שהומצא בשנת 1980 על ידי אוליבר וויט (Oliver Wight) ומטרתו היא ליצור תהליך מובנה המתאם את כל הפעילויות העסקיות של האגון לצורך עמידה ביעדיו.
התהליך מבוסס ניהול תחזית לפעילות העתידית של הארגון, בחינה ותאום כל הפעולות העסקיות של הארגון אל מול התחזית הצפויה וביניהם: תכנון המכירות, תכנון הייצור, תכנון המלאי, תוכנית התקציב, תוכנית פיתוח מוצרים חדשים, תוכנית השקעה ופיתוח אמצעים ועוד.
התהליך מיושם על ידי הקמת צוות S&OP המורכב מנציגים של כל הגופים בארגון. הצוות נפגש בכל תקופה (פגישות שבועיות, דו שבועיות וחודשיות) והמתאם את פעולות הארגון.
אם השנים הוגדר תהליך טיפוסי, שאומץ על ידי רוב הארגונים בעולם המיישמים S&OP. ניתן להבחין בהבדלים קטנים פה ושם בין יישום ליישום בארגונים שונים, אולם התהליך דומה והשיטות זהות. התהליך מורכב ממספר שלבים המתקיימים במהלך כל חודש.
השלבים הנם (ראה תרשים א'):
שלב 1: איסוף נתוני המכירות בפועל, חישוב תחזית סטטיסטית מעודכנת למכירות
שלב 2: אישור תוכנית הצריכה של הארגון
שלב 3: אישור תוכנית האספקה של הארגון
שלב 4: הכנת תוכנית עבודה המעודכנת
שלב 5: אישור תוכנית העבודה המעודכנת
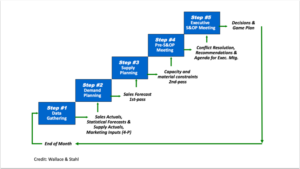
S&OP
תרשים א' השלבים בתהליך ה S&OP
השלבים מבוצעים בכל חודש, משלב 1 עד שלב 5, ע"י צוות ה S&OP, שלב 5 מוצג לאישור למנהלי הארגון. זהו תהליך מחזורי המתקיים בכל חודש.
פרוט הפעולות בשלב 1 – איסוף נתונים וחישוב תחזית סטטיסטית
השלב הראשון במהלך החודש הנו שלב טכני. בשבוע הראשון אוספים את נתוני המכר המעודכנים מהחודש שעבר ומחשבים מחדש את התחזית הסטטיסטית. הכוונה הנה לבנות תחזית המבוססת על תחזיות העבר בתוספת הנתונים החדשים של הפעילות בחודש האחרון.
חישוב תחזית סטטיסטית היא משימה מורכבת, ביחוד בארגונים המנהלים מוצרים רבים על פני לקוחות שונים. בעבר היה נפוץ לבצע את חישוב התחזית בעזרת אקסל או בכלי BI שאפשרו את שליפת הנתונים ממערכות המכר וה ERP.
כיום מרבית הארגונים עושים שימוש בכלים לניהול תחזיות, כדוגמת מערכת Forecast Pro. כלים אילו מחשבים באופן אוטומטי מהיר ומדויק את התחזית הסטטיסטית, גם לאלפי, עשרות אלפי וגם מאות אלפי מוצרים החתכים שונים, תוך חישוב המגמות והמחזוריות של כל מוצר ומשפחת מוצרים.
פרוט הפעולות בשלב 2 – אישור תוכני הצריכה (Demand Planning)
בשלב 2 המתקיים בשבוע השני של החודש, נדרש צוות ה S&OP לגבש תוכנית צריכה מעודכנת. תוכנית הצריכה היא התחזית הסופית של הארגון. תחזית הסופית הנה תחזית המבוססת על התחזית הסטטיסטית אבל כוללת מספר עדכונים כגון, התייחסות המכירות והשיווק ומבצעים או מכרזים עתידיים, קבלת תחזיות מלקוחות, שינוי נתוני התחזית בהתבסס על הערכות שונות של השוק והמתחרים וכו.
בעבר בוצע גם שלב זה בעזרת גיליונות אקסל. אולם כיום מבוצע שלב זה בעזרת מערכות לניהול תחזיות, כדוגמת מערכת Forecast Pro. מערכות אילו כוללות מודולים המיועדים לנהל את העדכונים לתחזית שמבצעים גורמים שונים בארגון.
כיוון שכל התחזיות והעדכונים מנוהלים במערכת אחת, ניתן לנתח את נתוני העבר וללמוד אילו שינויים שביצענו בתחזית בעבר תרמו לדיוק ושיפור התחזית ואילו שינויים שביצענו פגעו בדיוק התחזית, כך ניתן ללמוד ולשפר את ניהול התחזית לאורך זמן ולהגיע לתוצאות מרשימות.
החלטה על התחזית המעודכנת הסופית של הארגון הנה קריטית ובעזרתה ניתן להמשיך ולתכנן את פעילות הארגון.
פרוט הפעולות בשלב 3 – אישור תוכנית האספקה של הארגון
בשלב זה נדרש צוות ה S&OP לבדוק את יכולות האספקה העומדים לרשותו. יכולת האספקה תלויה בגורמים רבים כגון: קיבולת הייצור הזמינה של הארגון, יכולות ייצור זמינה אצל קבלני המשנה של הארגון, המלאי של חומרי גלם, המלאי של מוצרים המוגמרים, ועוד גורמים רבים נוספים.
כאשר מדובר בארגון קטן יחסים, עם מפעל אחד או מחסן הפצה אחד, אז חישוב יכולות האספקה של הארגון הנו פשוט יחסית. אולם בארגונים גדולים המנהלים את הייצור והאספקה במספר מפעלים ומספר קבלנים, יש קושי לנהל תוכנית האספקה.
במרבית הארגונים מחשבים את תוכנית האספקה בעזרת אקסל. החישוב צריך לכלול את האילוצים השונים ואפשרויות הייצור והאספקה השונות. אילו הם חישובים לא פשוטים. לכן בשנים האחרונות נעשה שימוש בכלים המחשבים את יכולות הייצור והאספקה בקיבולת סופית, כדוגמת מערכת ROB-EX Scheduler, המאפשרת לבנות תוכניות ייצור ואספקה על בסיס אילוצים רבים.
פרוט הפעולות בשלב 4 – הכנת תוכנית עבודה המעודכנת
בשלב זה בונים את תוכנית העבודה בהתבסס על הנתונים וההחלטות שהושגו בשלבים הקודמים.
תוכנית העבודה היא למעשה פשרה בין הצורך לספק את תוכנית הצריכה, לבין היכולת לספק אותה בהתאם לתוכנית האספקה.
בנוסף, בשלב זה מתייחסים גם לנתוני התקציב והתוכנית העסקית של החברה. נתונים אילו מאפשרים להבין את המשמעויות העסקיות של החלטות הצוות.
ארגונים העושים שימוש בכלים מתקדמים כגון Forecast Pro, יכולים לבצע ניתוח של התקציב גם לעתיד ולא רק מול היסטורית הפעילות.
פרוט הפעולות בשלב 5 – אישור תוכנית העבודה המעודכנת
בשלב האחרון בחודש, מציג צוות ה S&OP את תוצאות עבודתו ואת תוכנית העבודה שהוא בנה ועדכן, להנהלת הארגון. יש חשיבות גדולה שהנהלת הארגון תהיה פעילה ומעודכנת בתהליך אישור תוכנית העבודה המתגלגלת.
תהליך ה S&OP מציף בעיות ומתווה כיוונים, לכן חשוב שהנהלת הארגון תיחשף לנתונים ולהחלטות שהתקבלו ע"י הצוות ותשפיע במקומות החשובים.
החלטה משותפת על תוכנית העבודה מייצרת מחויבות של כול הגורמים בארגון להצלחת יישום התוכנית.
לסיכום
תהליך ה S&OP הנו תהליך מחזורי חודשי המשתף גורמים שונים בארגון לצורך בניית תוכנית עבודה "מתגלגלת" ועדכנית.
שימוש בכלים מתקדמים לניהול תחזיות וחישוב תוכניות ייצור בקיבולת סופית יכולים לתרום רבות להפיכת חלק מהתהליכים החישוביים לאוטומטיים ולשפר באופן דרמטי את הדיוק והביצועים של התוכנית.
במאמר הבא אציג שיטות לחישוב תוכנית ייצור בקיבולת סופית.
ניהול תחזיות למשפחות שונות של מוצרים
כיצד ניתן לנהל תחזית למוצרים שונים השייכים למשפחות שונות עם התנהגות צריכה שונה זה מזה.
מאת: צור אמיתי
במאמר זה אציג את החשיבות של זיהוי התנהגויות קבוצתיות של מוצרים ואת המאפיינים המשפיעים אל חישוב תחזית צריכה טובה.
חישוב תחזית בעזרת זיהוי התנהגות היסטורית
חישוב תחזית צריכה למוצר מתבסס על נתונים שונים שבעזרתם ניתן לנבא את הצריכה העתידית של המוצר. הנתונים העיקריים הנם:
השיטה המקובלת לחישוב תחזית הצריכה למוצר הנה להשתמש בתוכנת חישוב תחזיות, כדוגמת תוכנת Forecast Pro , ולחשב את התחזית הסטטיסטית בעזרת נתוני המכר ההיסטוריים, נתוני האירועים (בעבר ובעתיד) נתוני העזר (משקלים) וסינון נתונים חריגים.
לאחר בניית התחזית הסטטיסטית, משלבים את התחזיות החיצוניות (אם הן קיימות) ואת הערכות אנשי השיווק והמכירות. ניתן להיעזר גם בשילוב נתוני יעדי התקציב כשהם מתורגמים לכמויות. זאת פעילות המבוצעת באופן אוטומטי על ידי תוכנות מתקדמות לניהול תחזיות כדוגמת Forecast Pro.
כאמור, הבסיס לחישוב התחזית מתבסס בעיקר על ההתנהגות ההיסטורית של המוצר בתוספת כלים נוספים המאפשרים להסביר התנהגויות חריגות ולנטרל אותם מחישוב ההתנהגות הצפויה למוצר, או לחילופין לזהות התנהגות חריגה הצפויה בעתיד (כדוגמת חג או מבצע).
התנהגות קבוצתית של מוצרים
את התנהגות צריכת המוצר אפשר לתאר על ידי גרף. מרבית האנשים יכולים לזהות התנהגות מחזורית של התחזית על ידי זיהוי התנהגות דומה של הגרף לאורך ציר הזמן. ניתן לחשב את התנהגות הצריכה (חישוב משוואת הגרף) ולחלץ ערכים של:
במקרים רבים ניתן לזהות כי צריכת מוצרים שונים נראית דומה על פני תקופה. כלומר הגרף של אותם המוצרים נראה דומה, גם אם ערכי המספרים שונה.
גם מבחינה מתמטית ניתן יהיה לראות במקרים אילו שנוסחת החיזוי שחושבה על ידי התוכנה הנה דומה ובדרך כלל ושייכת לאותה משפחת נוסחאות.
ההסבר לכך שמוצרים שונים מתנהגים באופן דומה הוא פשוט, המוצרים השונים מצרכים על ידי לקוחות דומים (או אותם הלקוחות ממש) וגם הנתונים הנוספים, כגון אירועים ומשקלים (לדוגמה: חגים) משפיעים בצורה דומה על אותם המוצרים.
השימוש בהתנהגות קבוצתית
במקרים רבים קשה ואף בלתי אפשרי לחשב תחזית למוצר בודד. הסיבות לכך הן רבות. אפרט רק חלק מהסיבות:
במקרים אילו בהם לא ניתן לחשב תחזית לכל מוצר, כיוון שתקופת הצריכה ההיסטורית של המוצר קצרה, או שהתנהגות המוצר משתנה בגלל צריכה של מוצרים אחרים, ניתן לחשב את התחזית ברמה הקבוצתית, ו"להוריד" את חישוב התחזית מרמת הקבוצה לרמת המוצר.
לשיטה זאת קוראים Top-Down והיא שימושית מאוד לצורך שיפור חישוב התחזית. על ידי שימוש ב Top-Down ניתן לחשב תחזיות תחזית גם לאוכלוסיות מוצרים בעייתיות ואיטיות.
בשיטת Top-Down ניתן לשפר את התחזית לקבוצת פריטים שהצריכה שלהם מתנהגת בצורה דומה. לכן מקובל לסווג את המוצרים לקבוצות ותת קבוצות הומוגניות.
קבוצות הומוגניות של פריטים ניתן לקבל על ידי חלוקת המוצרים להיררכיה. אחד מהסודות החשובים ביותר לניהול תחזית מדויקת הוא היכולת לחלק את הפריטים להיררכיה הנכונה, וכך לזהות קבוצות פריטים המתנהגים בצורה דומה. לאותם הפריטים נגדיר פקודת Top-Down ונקבל בדרך כלל שיפור בביצועי דיוק התחזית.
בדרך כלל נחלק את הפריטים להיררכיה המכילה הגדרות טכנולוגיות (משפחת פריטים ותת משפחת פריטים) וכן חלוקה על פי שווקים שונים, או ערוצי הפצה שונים (למשל מכירות לפי יבשת, או מכירות לפי סוגי לקוחות וכו) לדוגמה:
ניהול תחזית למשפחות שונות של מוצרים
במקרים רבים אנו מזהים קבוצות שונות של מוצרים שההתנהגות שלהם שונה משאר המוצרים. במקרים מסוימים, כשהתחזית מנוהלת על פי שווקים או סוגי לקוחות, אנו רואים כי אותו המוצר מתנהג בצורה שונה בשווקים שונים. זהו מצב הגיוני כיוון שהמוצר מושפע באופן שונה בכל אזור.
כיצד מנהלים תחזית מורכבת כזאת ?
השיטה המקובלת והמוצלחת ביותר לכך היא לזהות את ההיררכיה המתאימה לחלוקת המוצרים לקבוצות הומוגניות. לדוגמה, ניתן לחלק את המוצרים לאזורי מכירה (בחברה המוכרת לאזורי מכירה שונים בעולם) או לערוצי הפצה (למשל חברת מזון המוכרת לשוק המוסדי, לשוק הקמעונאי ולשוק המקצועי), ובעל חלוקה להגדיר תת חלוקה על פי משפחות מוצרים.
בצורה זאת ניתן לזהות התנהגות הומוגנית של מוצרים. לדוגמה: לחברת משקאות נסווג את סוג המשקה והטעם בכל ערוץ הפצה. כך ניתן לזהות מגמות אופייניות שונות לכל קבוצת טעמים בכל ערוץ הפצה שונה.
לאחר שמצאנו את ההיררכיה הטובה ביותר, ניתן להשתמש בחישוב Top-Down לכל משפחה תחת כל ערוץ הפצה שונה.
לשיפור התחזית ניתן לייצר נתוני עזר שונים לכל קבוצה המנוהלת כ Top-Down. ניתן להגדיר קבוצת אירועים ומשקלים שונים לכל משפחת מוצרים המוגדרת תחת ערוץ הפצה שונה. לדוגמה: ניתן להגדיר אירועי שיווק או אירועי הנחות לכל משפחת מוצרים תחת ערוצי הפצה שונים. זה הגיוני כיוון שבכל מגזר אכן מתנהלים אירועים שונים המשפיעים בצורה שונה על המוצרים.
על ידי שילוב נכון של הגדרת היררכית הנתונים, שימוש מושכל בחישוב Top-Down והגדרת נתוני עזר ממוקדים, ניתן לנהל באותה התחזית מוצרים המתנהגים שונה.
שיטה זאת יושמה בהצלחה על ידנו בעשרות חברות בארץ הפועלים באמצעות תוכנת Forecast Pro.
חישוב אופטימלי של זמני Set-Up בעזרת מודל Sequencer במערכות לתזמון הייצור
מאת: צור אמיתי
תזמון הייצור (Production Planning & Scheduling) הנו תהליך לבניית תוכנית הייצור של המפעל ברמה מפורטת, כלומר תכנון הזמנים לשחרור פקודות העבודה לרצפת הייצור. התזמון משפיע על גורמים רבים במפעל והוא אחד מהתהליכים העיקריים הקובעים את תפוקת המפעל והעמידה בזמני אספקת המוצרים ללקוחות.
במרבית המפעלים ניהול תזמון הייצור הנו תהליך מורכב וסיזיפי, הדורש ידע וניסיון רב מהמתכנן ועבודה מאומצת לחישוב תוכנית העבודה.
תזמון הייצור, בשונה מהחישובים של כלי התכנון MRPו MPS, מתחשב באילוצים רבים בתהליך הייצור ומחשב את תוכנית העבודה המפורטת בהתאם לאותם האילוצים. כתוצאה מחישוב תזמון הייצור נוצרת תוכנית עבודה מפורטת לעבודה במשמרת הייצור.
מערכת התזמון משתלבת עם המערכות הקיימות במערכת ה ERP וריצפת הייצור ומשלימה אותן. שילוב נכון בין המערכות מביא לתוצאות טובות ולהחזר השקעה, על ידי העלאת התפוקה של המפעל וניצול מיטבי של המשאבים לייצור, תוך שיפור בזמני האספקה ללקוחות.
מערכות התכנון הקיימות ב ERP, מערכת ה MPS – Master Production Schedule ומערכת ה MRP – Material requirements planning , מאפשרות לארגון לנהל את הדרישות למוצרים ולבנות תוכנית ייצור. כלים אילו מצטיינים בניהול החומר וניהול תוכנית העבודה הראשית. הכלים מקושרים למידע ארגוני רב הכולל את נתוני המכירות, המלאי והרכש, ומאפשרות לנהל את התכנון והבקרה על הביצוע. זמני התכנון (תקופת התכנון) המקובלים למערכות אילו הם ברמה החודשית לריצת ה MPS וברמה שבועית לריצת ה MRP , במקרים מסוימים מריצים MRP ברמה יומית.
מערכות ריצפת הייצור, MES – Manufacturing Execution System, הנם מערכות המושתתות על בקרים המדווחים מרצפת הייצור בזמן אמת. מערכות אילו יודעות לנהל את הנתונים בפועל בזמן הייצור.
מערכת תזמון הייצור צריכה לגשר בין מערכות התכנון של ה ERP המנהלות מידע ניהולי, לבין מערכות רצפת הייצור המנהלות מידע תפעולי. מערכת התזמון מסוגלת לקבל נתונים מהמערכות השונות (מערכות ה ERP ומערכות ה MES) ולחשב את תוכנית הייצור האופטימלית למשמרת בתוך זמן של שניות או דקות בודדות, ולחשב תוכנית ייצור מפורטת לשעות הקרובות, תוך התחשבות בכל האילוצים שהוגדרו לה.
ראה תרשים כללי של הקשרים בין מערכת התזמון למערכות ה ERP ורצפת הייצור:

כדי שמערכת תזמון הייצור תחשב את תוכנית הייצור האופטימלית, היא חייבת להתחשב בכל האילוצים הרלוונטיים. אנו קוראים לתכנון מסוג זה "תכנון ייצור בקיבולת סופית"
תכנון ייצור בקיבולת סופית הוא כינוי לתכנון ייצור המתחשב במגבלות המשאבים לייצור. כל ייצור מתבצע בעזרת משאבים מסוגים שונים:
לכל משאב יש מגבלות ואילוצים שונים המאפשרים לו לייצר מוצרים עד לכמות מסוימת בזמן נתון. לדוגמא: מכונת אריזה יכולה לארוז מוצר A בקצב של 100 מוצרים לשעה.
ישנם סוגים שונים של אילוצים המתאימים למשאבים ושלבי ייצור שונים:
כאמור תיזמון הייצור מגדיר בפועל את שחרור פקודות העבודה לייצור. פקודת העבודה הנה המסמך המגדיר את הזמנות הייצור. כל פקודת עבודה כוללת את נתוני המוצר שיש לייצר, את הכמות שיש לייצר ואת הזמן (תאריך ושעה) שיש לסיים את ייצור הכמות שהוגדרה.
מרכיבי פקודת העבודה כוללים את הנתונים הבאים:
על ידי הגדרת עצי המוצר, הניתובים והפעולות, ניתן להגדיר את פקודת העבודה.
אחת מהבעיות המורכבות ביותר בחישוב תזמון הייצור הנה היכולת לחשב את זמני ההכנה למכונה (Set-Up) כאשר זמנים אילו אינם קבועים ותלויים בתהליך הייצור עצמו. במפעלים רבים, זמני ההכנה למכונה Set-Up נקבעים על פי המוצר שמסיים את תהליך הייצור במכונה והמוצר שצפוי להיות מיוצר בהמשך על אותה המכונה.
לדוגמה: במפעל הזרקת פלסטיק לתבניות, זמני ה Set-Up בין ייצור מוצר A לייצור מוצר B תלויים בתבניות המשמשות לייצור המוצרים. אם מוצר A ומוצר B משתמשים באותה התבנית (למשל מוצר זהה עם צבע אחר) זמן ה Set-Up יהיה קצר ביותר. אולם אם לצורך ייצור מוצר B צריך להשתמש בתבנית אחרת מהתבנית לייצור מוצר A , יהיה זמן ה Set-Up ארוך משמעותית והוא יכלול את זמן החלפת התבניות. בהנחה שאנו רוצים לייצר עשרות מוצרים שונים, נצטרך לתזמן את פקודות העבודה כך שכמות שזמני ה Set-Up יהיו הקצרים ביותר, על ידי סידור שחרור פקודות העבודה כך שמספר החלפות התבניות על המכונה יהיה הנמוך ביותר.
עכשיו נתאר מצב מסובך הרבה יותר, במפעל ישנן 20 מכונות הזרקת פלסטיק, וחלק מהמכונות הנן מסוגים שנים. ישנן מכונות קטנות יותר המתאימות להרצת תבניות קטנות יותר, ומכונות גדולות המסוגלות להריץ תבניות גדולות יותר. כל 20 המכונות מסוגלות לייצר את כל המוצרים אבל בתפוקה שונה, בהתאם לתבניות המתאימות לאותן המכונות. לצורך הדוגמה נניח שישנם כ 10 מוצרים שונים. ונניח שישנן כ 400 הזמנות מלקוחות שונים למוצרים שונים בזמני אספקה הנפרסים על פני החודש.
מערכת התזמון תצטרך לחשב את תוכנית הייצור לעמידה בזמני האספקה ללקוחות. אם מערכת התזמון לא תייעל את הייצור, לא ניתן יהיה לספק את כל ההזמנות בזמן. כדי לעמוד במשימה, מערכת התזמון צריכה לסדר את שחרור פקודות העבודה לייצור כך שסה"כ זמני ה Set-Up ותפוקת המכונות תהיה אופטימלית.
הפתרון לכך מבוצע בעזרת מודול הנקרא Sequencer, מודל זה מאפשר להגדיר מטריצה של ערכים משתנים לכל מצב אפשרי. בדוגמה שלנו ניתן להשתמש ב 2 מטריצות לחישוב:
מודול ה Sequencer מאפשר לחשב בתוך זמן קצר (שניות) את כל הצירופים האפשריים של ייצור 400 ההזמנות של 10 המוצרים בעזרת 20 המכונות והתבניות מהסוגים השונים, ולמצוא את תוכנית הייצור היעילה ביותר תוך עמידה בזמני האספקה ללקוחות.
לפעמים אין פתרון מלא לבעיית חישוב התזמון, במקרה זה מאפשרת מערכת התזמון להחליט על אסטרטגיית חישוב שונה ולנהל את אי העמידה בזמני האספקה על פי מדיניות.
במקרים רבים מתעוררות בעיות שונות בייצור ונידרש לשנות את התוכנית, מערכת התזמון מאפשרת לשנות באופן ידנית את התוכנית. המערכת, מתאימה את עצמה לאילוצים שהמתכנן מוסיף ומשלימה את החישובים בהתאם.
מערכות תזמון טובות וגמישות, המנצלות בצורה מיטבית את מודול ה Sequencer, מאפשרות לשפר בצורה משמעותית את ביצועי המפעלים והעמידה בזמני הייצור תוך ניצול מיטבי של האמצעים.
יישום מערכת Scheduler במפעל מזון
במאמרים הקודמים הצגתי את הכלים לתכנון הייצור הקיימים כיום ואת היתרונות כל כלי.
בשנים האחרונות חלו התפתחויות טכנולוגיות רבות בעולם מערכות המידע לניהול הייצור בקיבולת סופית. כלים אילו משתלבים כיום במפעלים ובתעשיות שונות ומאפשרים לשפר ולייעל את העבודה בצורה משמעותית.
שילוב של כלי Scheduler ביחד עם מערכות ה ERP וה MRP מאפשר לחברות לשפר את הביצועים ולנהל את תהליכי הייצור בצורה אופטימלית.
במאמר זה בחרתי להציג יישום של מערכת Scheduler בחברה גלובלית לייצור מזון. ביישום זה ובמאות יישומים דומים ניתן ללמוד על היתרונות הרבים של שילוב טכנולוגיות ניהול הייצור המתקדמות עם הטכנולוגיות המסורתיות הקיימות במרבית החברות הייצרניות.
חברת Palsgaard הנה יצרנית מזון ואריזות למזון.www.palsgaard.com החברה מעסיקה כ 350 עובדים, הנהלת החברה ממוקמת בדנמרק. לחברה יש 12 מפעלים וחברות בנות בהולנד, מקסיקו ומלזיה.
Palsgaard היא כיום חברה בריאה וצומחת הנמצאת בגידול מתמיד, לכן הוחלט בחברה ליישם מערכת לתכנון ותזמון הייצור כדי לתמוך בגידול החברה.
יישום מערכת התכנון של ROB-EX Scheduler בחברת Palsgaard אפשר לנהל את תכנון הייצור באופן אופטימלי ושיפר את ניהול הייצור תוך שקיפות מלאה לתהליכי העבודה והייצור.
יישום מערכת ROB-EX Scheduler גרם לביצוע העבודה ללא צורך בהדפסת דוחות וניהול קבצי אקסל. המידע זורם באופן רציף בין מערכת ה ERP למערכת התכנון וריצפת הייצור. הצגת נתוני הייצור וההזמנות באופן ויזואלי וברור.
"כיום יש לנו תמונה ויזואלית מלאה וטובה יותר של כל תהליכי הייצור, אנו רואים את הקשרים בין הזמנות הייצור ומבינים את ההשפעה של כל הזמנה על זמני האספקה של שאר ההזמנות.
בעבר הינו מנהלים כל הזמנה בנפרד, ללא יכולת אמתית להבין את יחסי הגומלים בין ההזמנות ואת ההשפעה של כל הזמנה על זמני היצור והאספקה בפועל, כיום יש לנו תמונה ברורה במסך אחד " כך אומר Torben Dahl-Hansen מנהל שרשרת האספקה של Palsgaard .
ROB-EX Scheduler מאפשר לעובדי Palsgaard לצפות בצורה ויזואלית על קיבולת הייצור של כל קו ייצור ומאפשר לתכנן את תיזמון ההזמנות בייצור באופן אופטימלי.
"למחלקת התפ"י שלנו יש יכולת טובה להבין כיצד כל תזמון ייצור של הזמנה חדשה ישפיע על זמני האספקה של שאר ההזמנות" אומר Torben Dahl-Hansen.
"שיתוף המידע והידע העובר ומוצג במערכת הוא אחד מהיתרונות הגדולים של המערכת" לדברי Torben Dahl-Hansen, גם כאשר מדובר בעובד חדש בחברה שאינו בקיא בנתונים.
"כל הנתונים מאורגנים ומסודרים במערכת במסך אחד, לכל עובד יש גישה אל המידע ולהתקדמות הייצור, לכל עובד יש את היכולת לעדכן ולתרום לשיפור התהליכים בחברה" מוסיף Torben Dahl-Hansen.
ב Palsgaard חשוב להמשיך ולפתח את מערכת התזמון ולהתאימה לאתגרים חדשים.
לאחרונה החלה התאמה של מערכת ROB-EX Scheduler ב Palsgaard לניהול והצגה ברורה של משך חיי המוצר של החומרים בתהליך הייצור, בעזרת פיתוח זה ניתן יהיה לצמצם את העצירות של קו הייצור ולהקטין את הפחת.
במאמר הבא אציג בפרוט כלים לחישוב אופטימלי של זמני Set-Up למכונות ייצור.
בברכה,
צור אמיתי